|

14 Apr 2009
Manufacturing a precision surface requires a balance between satisfying the optimum quality requirements at the minimum cost. Steve Martinek summarizes the challenges of increasing the precision levels of optical interferometers for this application.
The successful manufacture of precision surfaces, components and systems for use in a range of applications critically depends on the ability to confirm their quality. Optical interferometry has become a widely accepted and extremely suitable metrology method for accomplishing this task despite the large diversity of test requirements.

Inherently precise and potentially accurate, owing to the sub-micrometre scale of wavelengths typically used to generate the interference fringes, the technique confronts a range of requirement challenges. These include lateral sizes ranging from tens of square micrometres to hundreds of square metres, vertical resolution and repeatability in the nanometre to sub-angstrom rms regime, wavelengths from 193 nm to 10.6 µm, and the ever-present insistence for low-cost solutions.
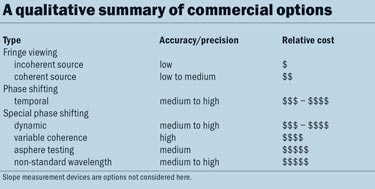
Even though it is a widely held maxim that it is impossible to manufacture better than the ability to test the result, metrology is often regarded as a necessary evil adding direct equipment, manpower and time cost to the product overhead. Conveniently, metrology equipment suppliers offer an equally diverse choice of solutions to satisfy a product's quality requirement. Analogous to the "just-in-time" supply philosophy, there are many options available that can provide "just-enough metrology" (JEM) choices to manufacturers.
Back to basics
All interferometers consist of the same general components. A light source emits a beam that is separated into test and reference beams at a beam splitter. These two beams further propagate and are reflected by the test object and a reference surface, recombine at the beam splitter and are subsequently imaged. What have evolved and improved significantly over the past 50 years of generating a diverse selection of commercial interferometers are the sources, imaging optics, cameras, electronics, digital computers and data-acquisition-
analysis algorithms and software.
Fringe viewing systems are still widely used today in the manufacture of lower quality optics throughout the world. They provide a quick and easy method to monitor quality during the manufacturing process. The simplest and most fundamental systems utilize an incoherent source and reference test plates in a configuration little different from that used in the discovery of Newton's rings in the 1600s. Quality depends critically on the quality of the reference surface and the interpretive skill of the operator. With such an instrument, λ/2 to λ/5 peak-to-valley (PV) results can be readily achieved. Early ISO standards for the evaluation of optics were written for this type of fringe viewing device and are only now being updated.
A more sophisticated implementation incorporates a laser source, typically HeNe, imaging optics and a solid-state detector in a Fizeau configuration. Systems are available from multiple vendors with 25, 50 or 100 mm clear apertures. Standard Fizeau transmission flats or spheres are used as reference surfaces. An operator is still required to interpret the quality of the fringe pattern but λ/10 PV testing is routinely possible. Highly skilled operators would claim to be capable of λ/20 PV. While both of these types of fringe viewing systems have a degree of operator subjectivity and the cost of a highly skilled operator can be significant, these devices constitute the majority of the thousands of interferometers in use today.
Digital fringe analysis added a frame grabber, computer and software. The software processed the digitized fringe image, located the fringe centres and fitted Zernike polynomials in order to generate a shape of the measured surface or wavefront. This approach was successful in removing some of the operator subjectivity from the analysis but introduced other complications and a greater sophistication to it. This method is still in limited use today for situations where phase shifting is not suitable and dynamic phase shifting systems are cost prohibitive.
Temporal phase shifting
Temporal phase shifting interferometers (TPSI) provided a significant improvement in accuracy and precision. This configuration added a piezo-mechanical reference surface translator, a more sophisticated electronic interface, a computer system and data-acquisition-analysis software. Efforts to improve repeatability and reproducibility of the results led to increasingly sophisticated analysis algorithms and a continuing string of technical articles analysing the error sources and offering improvement solutions.
Many variants of the TPSI method were also investigated to replace the moving reference mechanism, with the most successful being a technique that incorporated a tunable laser wavelength source.
Though the measurement accuracy of TPSI is ultimately limited by the quality of the reference surface in single measurements, the use of a computer system and software provide additional means to improve performance and reduce random and systematic noise. The most accurate results can be achieved by averaging to reduce electronic noise, generation and subtraction of reference data that characterize the systematic errors, and absolute calibration measurements. With TPSI systems, λ/20 PV optical path difference measurements can be readily achieved. With adequate control of the laboratory environment and careful attention to laboratory practice, λ/100 PV results are possible. In addition, these systems can routinely achieve rms repeatability of a few nanometres. TPSI systems include multiple options for source wavelength and camera sampling resolution.

The advent of computer-controlled polishing machines and techniques have increased the availability of reasonably priced, extremely high accuracy λ/50–λ/100 flat and spherical reference surfaces. While welcomed, these advances in quality bring additional challenges for the interferometer system design, manufacture and utilization. Subtle second order effects of re-trace error (different paths followed by the test and reference propagation through the system), beam propagation errors in the test cavity and imaging distortion create new error sources to be considered. There is still much to understand and the flow of technical papers addressing these issues is unlikely to slow.
Dynamic interferometry
TPSI systems may not be the first choice for JEM in some low-quality applications and still require knowledgeable operators. However, unequivocally, they constitute the backbone metrology for precision measurement of surface form and wavefront in optical component and system manufacturing, for precision machined surfaces, and other high-technology fields.
Data acquisition in TPSI is fundamentally a camera frame rate limited technique. The typical data acquisition time is a few tenths of a second, making TPSI susceptible to vibrations of a few hertz. This unfortunately happens to be the region where buildings and mechanical structures vibrate and resonate in amplitudes far exceeding the measurement resolution of the system. The vibration-induced jitter of the fringes significantly reduces fringe modulation and signal-to-noise. TPSI systems and the test set-up must be vibration-isolated to achieve their performance capability. Conveniently, there are a number of manufacturers of vibration isolation optical tables that enable TPSI to realize its potential.
But what is the solution when the test object cannot be easily isolated – where it must be located in a clean room or tens of metres away from the interferometer, for example, or is a telescope system that is 42 m in diameter as is the proposed European Extremely Large Telescope? Fortunately, the last decade has seen the commercialization of 4D Technology's robust dynamic interferometry (DI) systems.
DI systems utilize alternative phase shifting techniques – polarization phase shifting with image division or pixelated sensors, multiple cameras or spatial carrier techniques – to acquire a phase shifted measurement with a single camera exposure. These single frame acquisition techniques were first proposed and commercially implemented in the late 1980s, but cost and complexity meant that they were not widely accessible until the last 10 years.
These systems capture data with typical exposures of a few tens of microseconds operating in the kilohertz region of the frequency–amplitude vibration spectrum. The vibration amplitudes during this brief exposure are typically smaller by orders of magnitude compared with the amplitudes seen during a TPSI data acquisition. DI systems are vibration-insensitive, have reduced sensitivity to air turbulence degradation, and have the repeatability and precision comparable to isolated TPSI systems.
DI instruments also provide solutions for in-line and on-machine production metrology applications and the measurement of moving surfaces. Phase movies of resonating surfaces, deformable mirrors and air flow are now easily acquired at synchronous detection frequencies of up to 100 kHz.
Optical interferometry has proven to be a very useful tool in providing accurate and precise measurements in many high technology fields. But it is not without its continuing challenges. Optical interferometry systems for the measurement of aspheric optical surfaces remain in the early stages of development. Increasingly, the performance requirements of optical systems include the specification and measurement of mid-spatial frequency (MSF) height variations. These requirements are prompting the continued development of international standards to uniformly specify these features. The ability to accurately measure MSF also necessitates improved design and characterization of the optical transfer function of interferometry systems.
To date, optical interferometry relies on flat and spherical reference surfaces, but these are inadequate for free-form optical and precision surface measurement. New solutions are required for the accuracy and precision of optical interferometry to meet these and future challenges.
• This article originally appeared in the April 2009 issue of Optics & Laser Europe magazine.
View PDF of article
 |  |  |  |  |  |  |
| © 2026 SPIE Europe |
|