 |

02 Mar 2009
InGaAs detectors have paved the way for near-infrared detection in industrial applications. Bob Grietens of XenICs describes the latest advances in InGaAs NIR camera technology.
Commercially available indium gallium arsenide (InGaAs) detectors have opened up the near-infrared (NIR) to applications in broad-based spectroscopy and imaging. The detectors offer economically viable and compact cameras that cover the NIR/shortwave infrared (SWIR) spectral range up to 1.7 µm without the need for cooling.
Until recently, broad-based industrial uses were problematic due to large camera dimensions and the cost of sensor cooling. InGaAs as a detector material has introduced an economic alternative for NIR industrial applications such as the measurement of humidity, surface film distributions and various sorting tasks such as separating polymers from natural materials.
Today's state of the art
InGaAs sensors consist of hybrid components (InGaAs plus CMOS) and are not just CMOS or CCD devices with some IR sensitivity. For this reason, the term SWIR is frequently used alongside NIR when describing InGaAs sensors, because NIR could also signify NIR CMOS or CCD devices.
There are several advantages to using InGaAs NIR/SWIR sensors. Depending on the desired spectral sensitivity, InGaAs sensors do not require cooling in general. Applying thermoelectric (TE) cooling, however, can extend their spectral range up to 2.5 µm. Together with ease of use, further benefits are compact camera dimensions and cost-efficient manufacturing. They also use low-cost components that are commercially available.
Detector formats
When it comes to selecting an NIR/SWIR detector, there are four main characteristics that determine the performance of either InGaAs or MCT (HgCdTe) hybridized on a CMOS readout integrated circuit (ROIC). The first is dark current, determined mainly by bandgap, epitaxy material quality, processing of the diodes and ROIC design. Secondly, noise is an influential factor, determined by both photo-diode quality and ROIC. Another is readout speed, which is determined by the ROIC layout, pixel clock speed and the number of outputs. And finally sensitivity, which is determined by material quantum efficiency (QE) and ROIC amplifier gain.
Generally, not all of these parameters can be optimized at the same time – there are some physical trade-offs involved. State-of-the-art InGaAs outperforms SW MCT in terms of dark current, noise and sensitivity. As with most IR materials, InGaAs is fabricated on a substrate with the same lattice constant as the alloy itself. Lattice-matching InGaAs to an indium phosphate (InP) substrate leads to a cut-off wavelength of 1.7 µm, while MCT can go up to 2.5 µm. The sensitivity of the InGaAs sensor can be extended by fabricating the alloy on a lattice-mismatched substrate. But lattice mismatch means a smaller bandgap and more crystal structure defects, leading to more dark current and noise.
Besides the reachable wavelength, InGaAs also enables longer integration times because of its lower dark current, leading to a wider range of applications.
Users of NIR/SWIR detectors and camera systems should also bear in mind the experience of a chosen vendor. For example, XenICs' InGaAs sensors are made in-house, drawing on in-house ROIC design and InGaAs processing know-how. Custom design and specific solutions are key competences in the NIR/SWIR realm.
For 2D focal-plane array (FPA) sensors in the SWIR realm, InGaAs detectors with 320 x 256 or 640 x 512 pixels are commercially available for a wide range of applications. For SW MCT detectors, the most common format is 320 x 256 (in hyper-spectral applications). Less common are 500 x 256 and 1000 x 256. Larger formats are also available, but mainly for special space or military projects.
Processing steps
NIR/SWIR detectors based on InGaAs technology have made significant advancements over the last 3–5 years. XenICs' proprietary advanced flip-chip hybridization processes, for example, have enabled smaller pixel sizes, larger image formats and better pixel yields. New InGaAs processing techniques have achieved lower dark currents while extending sensitivity to shorter wavelengths in the visible-NIR or visible-SWIR ranges. ROIC design improvements have enabled either low noise and low dark-current or high-speed sensors.
Manufacturing the extended InGaAs sensors involves specific process steps. Thin InGaAs layers are grown on lattice-matched substrates by metal-organic gas-phase epitaxy. This process takes place on high-yield wafers up to 4 inch in diameter. Patterned by optical lithography, openings are etched into the insulating glass layer to form the pixel electrodes. After die separating and functional tests the pixels are connected to their signal sensing circuitry.
Interconnecting sensor array and readout circuitry poses a dilemma in InGaAs surface sensors as well as in CCD image sensors. Neither sensor technology is well suited for analogue and digital sensing and logic functions. Whereas charge-coupling requires a minimum of external signal connections, InGaAs sensors are equipped with multi-pole flip-chip connections between sensor array and sensing circuitry. Placing the sensor and sensing circuits on top of each other yields an especially small active area, which is advantageous for compact cameras. The functional combination is placed in a flat package with an NIR-transparent glass window.
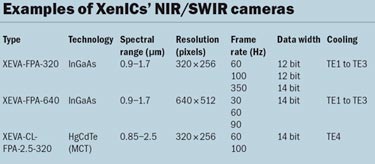
The XEVA-CL-FPA-2.5-320-TE4 NIR camera is equipped with a standard C-mount lens, also enabling the connection of a spectrometer. With a four-stage thermoelectrically cooled focal plane array (320 x 256 pixels), it covers the extended wavelength range of 0.85–2.5 µm.
Sensor and interconnect evolution
First-generation linear arrays were usually front-side illuminated, with the detector signal output connected by wire bonding to each element in the array. The signal from each element coming out of the vacuum package was connected to an individual room-temperature preamplifier, where gain adjustments were made. This limited first-generation linear arrays to fewer than 200 elements.
Second-generation arrays, both linear and 2D, are frequently backside illuminated through a transparent substrate. Figure 1a (p25) shows a detector array that is electrically connected to an array of preamplifiers and/or switches called readout. Indium "bumps" provide a soft metallic interconnect for each pixel. This "direct hybrid" interconnects large numbers of pixels to individual preamplifiers coupled with row and column multiplexers.
Indirect hybrid configurations (figure 1b) are used with large linear arrays to interface the detector with a substrate that has a similar thermal coefficient. They may also be used for serial hybridization, allowing the detector to be tested prior to committing the readout and/or to accommodate readout unit cells having dimensions larger than the detector unit cell. Readouts and detectors are electrically interconnected by a patterned metal bus on a fan-out substrate.
In monolithic detector arrays (figure 1c) with integrated detector and readout functions, the signal processors are adjacent to the detector array rather than underneath. They may be connected to the detector by wirebond. Signal processing doesn't have to be on the same substrate (as shown in the figure) or at the same temperature. Monolithic PtSi detector arrays can be made with signal processing incorporated on the periphery of the detector/readout chip.
"Z technology" (figure 1d) provides extended signal processing real estate for each pixel by extending the structure in the orthogonal direction. Stacked and thinned readout chips are glued together, and the detector array is connected to the edge of this signal processing stack with indium.
Finally, the "loophole" approach (figure 1e) thins the detector material after adhesively bonding it to the silicon readout. Detector elements are connected to the underlying readout through vias, which are etched through the detector material to contact pads on the readout part.
Extending coverage
To extend the wavelength coverage up to 2.5 µm, companies such as XenICs have focused on developing InGaAs and MCT detectors with a spectral range of 0.9–1.7, 1.0–2.2 and 1.0–2.5 µm. Extension to 2.5 µm is accomplished by varying the fraction of indium in the ternary compound. Introducing indium into GaAs decreases the bandgap and enables the detection of longer wavelengths. The bandgap will change when the composition of the III-V compound changes.
However, changing the composition of a compound will also change the lattice constant of the material. As mentioned before, most IR materials are lattice matched to their substrate. For III-V compounds, the most commonly used substrates are GaAs, InP, InAs, GaSb and InSb. To extend its sensitivity, the InGaAs alloy has to be fabricated on a lattice-mismatched substrate, such as the standard GaAs substrate.
Spectral image processing
An important application of NIR image sensors is in spectral cameras. The combination of spectrograph and monochromatic matrix camera functions basically works like a line camera that fans out the spectrum. For each of its pixels arranged in a linear sequence the spectrum is generated and shown, as an intensity pattern, on the orthogonal spectrum axis of the sensor array. The horizontal axis still serves as the geometrical axis. Moving the object or the camera generates a 2D spectral image, which delivers, according to its spectral intensity distribution, decisive features for classification or process control purposes. This position-resolved spectral analysis method differs from a spectrometer in that it delivers image information as well.
Spectral cameras are typically found in the measurement of humidity, oil film or lacquer layer distributions. They are also used in sorting fruits and vegetables according to their ripeness status, which is especially visible in the NIR/SWIR realm, or in the segregation of substances such as polymers from natural materials.
• Bob Grietens is founder and chief executive officer of XenICs. For more information about the company's InGaAs cameras and their applications visit www.XenICs.com.
• This article originally appeared in the March 2009 issue of Optics & Laser Europe magazine.
View pdf of article
 |  |  |  |  |  |  |
| © 2026 SPIE Europe |
|






